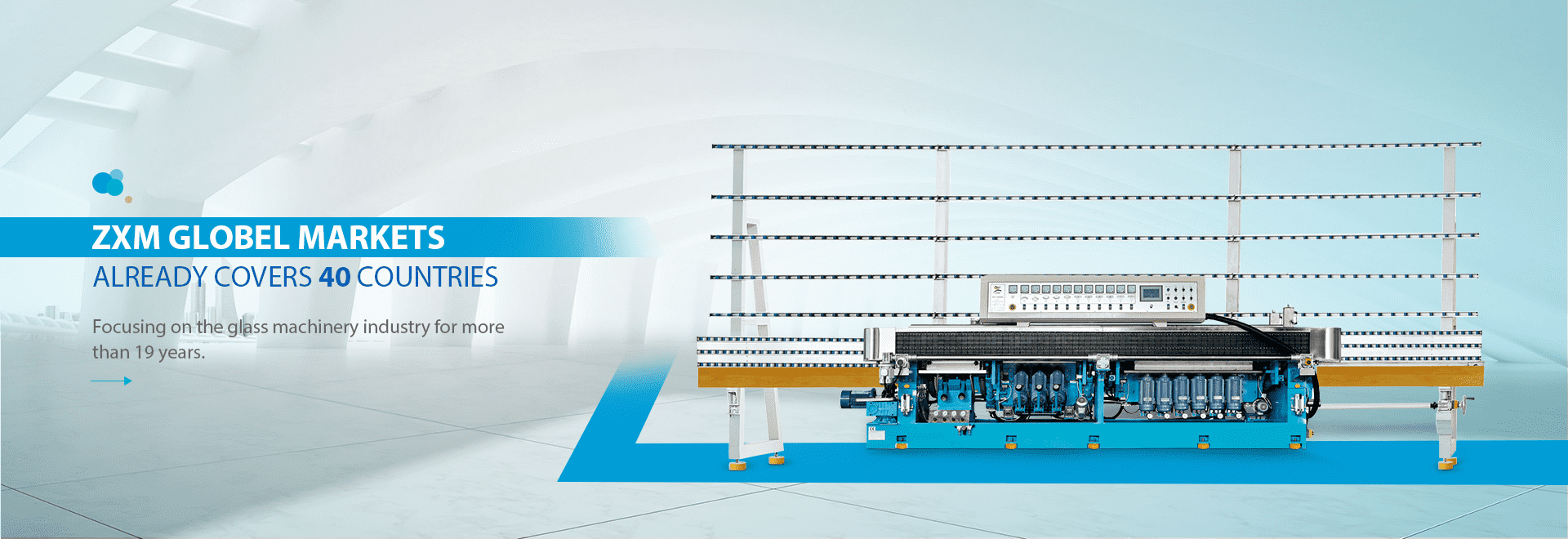

ડબલ એજિંગ લાઇન હાઇ સ્પીડ સુપર ગ્લાસ ફિનિશ ટી ટ્રાન્સફર ટેબલ
એફએચ 4225 એસએમ 2242 જીટી + ઝેડટી 4225 + એસએમ 2225 જીટીએસ

કમ્પ્યુટર નિયંત્રણ

ચોક્કસ સર્વો માપવાની સિસ્ટમ

પહોળાઈ ગોઠવણ સિસ્ટમ

ઉચ્ચ ગુણવત્તાવાળા ઇલેક્ટ્રોનિક ભાગો

વાયુયુક્ત પોલિશિંગ સિસ્ટમ

એરિસ મોટર

ઉચ્ચ કાર્યક્ષમતા ટ્રાન્સફર ટેબલ

ઉચ્ચ કાર્યક્ષમતા ટ્રાન્સફર ટેબલ
મશીન પરિચય
ગ્લાસ માપવાનું ટેબલ
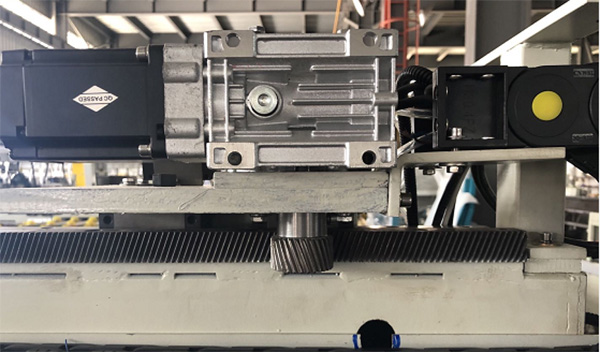
ડ્રાઇવ સિસ્ટમ
પ્રક્રિયા કરવા માટે ગ્લાસને સ્થાનાંતરિત કરવા અને સ્થિતિમાં રાખવા માટે, કાચની લંબાઈ, પહોળાઈ અને જાડાઈનું સચોટ માપન કરવા અને ગ્લાસની વધુ પ્રક્રિયા માટે ડેટાને ડબલ-એજ ગ્રાઇન્ડરનો અને અન્ય પ્રોસેસિંગ સાધનો પરિવહન કરવા માટે ઉપકરણોનો ઉપયોગ થાય છે.
કાચ માપવાના કોષ્ટકના નિર્માણમાં નીચે પ્રમાણે 4 ભાગો શામેલ છે:
1. સ્થિતિ ટેબલ
ગ્લાસનું આગળ અથવા બાજુ તરફ જવાનું પ્રસારણ આવર્તન કન્વર્ટર અને દ્વારા સંચાલિત થાય છે ચલ આવર્તન મોટર. ટ્રાન્સમિશન સ્પીડ ગોઠવી શકાય છે. દ્વારા ચોક્કસ સ્થિતિ ઉચ્ચ-ગુણવત્તાવાળા સેન્સર. કાચની લંબાઈ, પહોળાઈ અને જાડાઈ યોગ્ય સ્થિતિ પછી માપી શકાય છે.
2. ઉપકરણ માપવા
ગ્લાસની લંબાઈ અને પહોળાઈનું પરિમાણ ખૂબ જ નિર્ણાયક ગિયર ડ્રાઇવ સેન્સર દ્વારા માપવામાં આવે છે સર્વો મોટર દ્વારા સંચાલિત. ગ્લાસની જાડાઈનું પરિમાણ કાચની સપાટી પર સિલિન્ડરથી ચાલતા નાયલોન બ્લોક અને ગિયર દ્વારા સંચાલિત એન્કોડર દ્વારા માપવામાં આવે છે. સિલિન્ડરનું દબાણ અલગથી ગોઠવવામાં આવે છે.
3. ઇલેક્ટ્રિકલ કંટ્રોલ સિસ્ટમ
ઇસીએસ પ્રોગ્રામેબલ કંટ્રોલર (પીએલસી), ટચ સ્ક્રીન (એચએમઆઇ), સર્વો ડ્રાઇવર, સર્વો મોટર, ફ્રીક્વન્સી કન્વર્ટર, ફ્રીક્વન્સી કન્વર્ઝન મોટર, સેન્સર વગેરેનો સમાવેશ કરે છે. પી.એલ.સી. મશીનરીને પ્રોસેસિંગ તકનીક અનુસાર આપમેળે સંચાલિત કરવા માટે નિયંત્રિત કરે છે. એચએમઆઈ માનવ-કમ્પ્યુટર ક્રિયાપ્રતિક્રિયા કાર્ય પૂર્ણ કરે છે.
Software. સ Softwareફ્ટવેર સિટેમ
સ softwareફ્ટવેર સિસ્ટમ ગ્લાસ માપવાના કોષ્ટકના ડેટાને orderર્ડર ડેટા સાથે સરખાવે છે, અને આપમેળે નજીકના ગ્લાસ ડેટાથી મેળ ખાય છે. દરમિયાન, ગ્લાસ ડેટા ડબલ એજ એજ ગ્રાઇન્ડરનો અને મોડ અથવા બેચના ઉત્પાદન માટેના અન્ય પ્રોસેસિંગ સાધનોમાં પ્રસારિત થાય છે.
Prપરેટિંગ પ્રિંક્પ્લ:
કાચ માપવાના ટેબલ પર જાતે અથવા આપમેળે ગ્લાસની એક શીટ મૂકો. ગ્લાસ માપન કોષ્ટક વહન કરે છે, કાચની લંબાઈ, પહોળાઈ અને જાડાઈના પરિમાણોને સ્થિતિ અને સચોટ રીતે માપે છે. Glassર્ડર ડેટા સાથે મેળ ખાતી તુલના માટે માપેલા ગ્લાસ ડેટા મેનેજમેન્ટ સિસ્ટમમાં ફેલાય છે અને ડબલ એજ એજ ગ્રાઇન્ડરનો અને ફ્યુચર ગ્લાસ પ્રોસેસિંગ માટેના અન્ય પ્રોસેસિંગ સાધનોમાં પ્રસારિત થાય છે. કાચની આગળની એક જ શીટ કાચ માપવાના ટેબલ પર મૂકવામાં આવે છે અને આગળનું કાર્યક્રમ શરૂ કરો.
2. ગ્લાસ સીધી લાઇન ડબલ એજ એજ પોલિશિંગ મશીન.
મોડેલ નંબર: SM2242GT SM2225GTS
આ મશીન એક જ સમયે કાચની બે વિરુદ્ધ ધારને પોલિશ કરવા માટે રચાયેલ છે.
a) નિયંત્રણ
આ મશીન જાપાની મિત્સુબિશી પીએલસી નિયંત્રણ અને 10 "operatorપરેટર ઇન્ટરફેસને અપનાવે છે. સ્ક્રીન ગ્લાસનાં દરેક વિગતવાર પરિમાણોને બતાવે છે. દરેક મશીન તેના પોતાના કમ્પ્યુટર દ્વારા નિયંત્રણમાં હોઈ શકે છે અથવા મુખ્ય કમ્પ્યુટર દ્વારા નિયંત્રિત થઈ શકે છે.
વપરાશકર્તાના અધિકારને /પરેટર / રિપેર / એડમિનિસ્ટ્રેટર તરીકે વર્ગીકૃત કરી શકાય છે, ભૂલને અટકાવવામાં, મશીનને ખોટી કાર્યવાહીથી સુરક્ષિત કરો.
બી) ઉચ્ચ ચોકસાઇ ટ્રાન્સમિશન.
બે કન્વેયર ટાઇમિંગ બેલ્ટને બે સર્વો મોટર્સ દ્વારા ચલાવવામાં આવે છે, જેમાં ઉચ્ચ ચોકસાઇ, હાઇ સ્પીડ, હાઇ સિંક્રનાઇઝેશનની સુવિધા છે.
સી) મોબાઇલ ગ્રાઇન્ડીંગ વિભાગ હિલચાલ.
મોબાઇલ ગ્રાઇન્ડીંગ વિભાગ રેખીય જોડિયા બોલ બેરિંગ માર્ગદર્શિકા સાથે આગળ વધે છે. પ્રસારણ બોલ સ્ક્રૂ દ્વારા લાગુ કરવામાં આવે છે, જે સર્વો મોટર દ્વારા ચલાવવામાં આવે છે, ગ્રાઇન્ડીંગ વિભાગની મહત્તમ ગતિ ગતિ પ્રતિ મિનિટ 15 મીટર સુધી પહોંચી શકે છે. આ સિસ્ટમમાં બ્રેક અને ગ્રિપિંગ સિસ્ટમ પણ શામેલ છે, જે ગ્રાઇન્ડીંગ વિભાગ, ઓછી અસર બળની સ્થિર મૂવિંગની બાંયધરી આપી શકે છે. મશીન દ્વારા લાંબા સમય સુધી ચાલ્યા પછી પણ આ માળખું મોટા કદના ગ્લાસ માટે પકડવાની શક્તિની સ્થિરતાની બાંયધરી આપી શકે છે.
ડી) દરેક ડબલ એજરમાં એક ઓટોમેટીક મીડલ સપોર્ટ રેલ હોય છે, જે મૂવિંગ ગ્રિનીડંગ વિભાગની સાથે આગળ વધે છે, જે ગ્લાસને વક્રતાને અટકાવવા માટે મધ્યમ સ્થિતિથી ગ્લાસને ટેકો આપે છે. ખૂબ મોટા કદના ડબલ એજર માટે, અમે એક વધુ પોર્ટેબલ સપોર્ટ રેલ પણ સપ્લાય કરીએ છીએ, જેને જરૂરિયાત રૂપે મૂકી શકાય છે.
ઇ) અપર ટ્રેક અપ અને ડાઉન સિસ્ટમ સ્ટાઇડિંગ પ્લેટ સ્ટ્રક્ચરનો ઉપયોગ અટકી સમસ્યા વિના પરંપરાગત સ્લાઇડિંગ સ્લીવ સિસ્ટમનો ઉપયોગ કરે છે
એફ) પોઝિશનિંગ સિસ્ટમ.
ગ્લાસ લોડિંગ પોઝિશન્સ સિસ્ટમમાં ચાર ભાગો શામેલ છે: ફિક્સ રોલર્સ, મૂવિંગ એર ગ્રિપિંગ સિસ્ટમ, ગોઠવણી બ્લોક્સ (એક ડાબી અને એક જમણી), ટોચની એર પ્રેસિંગ રોલર્સ (એક ડાબી અને એક જમણી). ગ્લાસ સ્થિતિની સિસ્ટમ દ્વારા ચોક્કસપણે ગોઠવાયેલ છે અને ચુસ્તપણે દબાવવામાં આવે છે. આ સિસ્ટમ ગ્રાઇન્ડીંગ ચોકસાઇ અને પોલિશિંગ અસરની બાંયધરી આપે છે.
જી) સરળ ગોઠવણ
ઉપલા ટ્રેકિંગ સિસ્ટમ અને ઉપલા એરીસ મોટર્સનો વધારો / ડ્રોપ મોટર દ્વારા ચલાવવામાં આવે છે. તે કાચની જુદી જુદી જાડાઈ અનુસાર આપમેળે સેટ થઈ શકે છે.
એચ) એર પોલિશિંગ સિસ્ટમ.
પોલિશિંગ વ્હીલ હવા દ્વારા સંચાલિત થાય છે, જે પીએલસી અને ઇલેક્ટ્રોમેગ્નેટિક વાલ્વ દ્વારા નિયંત્રિત થાય છે, જે કાચની સ્થિતિ અનુસાર આગળ / પાછળ આગળ વધી શકે છે. આ સિસ્ટમ વ્હીલ્સના વસ્ત્રોને આપમેળે વળતર આપી શકે છે, ગ્લાસને સતત દબાણ આપે છે અને તે જ પોલિશિંગ પરિણામ મેળવે છે.
પોલિશિંગ મોટર મૂવિંગ સિસ્ટમ ઉચ્ચ ચોકસાઇવાળા ડ્યુરલ રેખીય સ્લાઇડ રેલ સિસ્ટમનો ઉપયોગ કરે છે.
i) બેસમેન્ટ અને ફ્રેમ:
જાડા બનાવટી સ્ટીલથી બનેલા હોય છે, જેની સારવાર આપણી ફેક્ટરીમાં ભઠ્ઠી એનિલિંગ દ્વારા કરવામાં આવે છે. સારી સ્થિરતા અને એન્ટી-ટોર્સિઓનલ મજબૂતાઇ સાથે, એન્ટી બેન્ડિંગ શક્તિ.
j) મોટર
ઉચ્ચ ચોકસાઇ, ઓછી કંપન એબીબી ચલ આવર્તન મોટરનો ઉપયોગ કરો. ફ્રીક્વન્સી ઇન્વર્ટર દ્વારા મોટર્સની ગતિ 4300RPM સુધી વધારી શકાય છે, મશીન વર્કિંગ ગતિને 20 મીટર / મિનિટ સુધી વધારી શકાય છે.
મોટર કંટ્રોલ સિસ્ટમમાં ઓવરલોડ / અભાવ તબક્કો / શોર્ટ સર્કિટનું સંરક્ષણ કાર્ય હોય છે, ઇલેક્ટ્રોનિક ભાગો આંતરરાષ્ટ્રીય બ્રાન્ડનો ઉપયોગ કરે છે, પ્રમાણભૂત પ્રકારો, બજારમાં સરળતાથી મળી શકે છે, જે ગ્રાહકની જાળવણી કિંમત ઘટાડે છે, ઉત્પાદનની કાર્યક્ષમતામાં વધારો કરે છે.
કે) ટોપ / બોટમ ટ્રાન્સમિટિંગ કન્વેયર ટાઇમિંગ બેલ્ટ અપનાવો.
l) ubંજણ:
જોડિયા બોલ બેરિંગ રેખીય સ્ક્રુ અને માર્ગદર્શિકા રેલ્સને સ્વચાલિત તેલ પંપ દ્વારા લ્યુબ્રિકેટ કરવામાં આવે છે.
મશીનમાં મેન્યુઅલ લુબ્રિકેશન પંપ પણ સજ્જ છે, જે સ્લાઇડિંગ સપાટીને લુબ્રિકેટ કરે છે.
એમ) કામ કરવાની ગતિ ગોઠવણ: ફ્રીક્વન્સી ઇન્વર્ટર દ્વારા.
n) પાણીની ટાંકી, પાણીની ટ્રે, ટોપ / બોટમ ટાઇમિંગ બેલ્ટ કવર, રેખીય માર્ગદર્શિકા રેલ / બોલ સ્ક્રુ કવર સ્ટેઈનલેસ સ્ટીલમાં બનાવવામાં આવે છે.
o) એમ્પીરોમીટર મીટર:
પૈડાની સહાયતા તપાસો.
વધુ વિગતો ફોટા.
કોર્નર કટ ગ્રાઇન્ડીંગ મોટર
રિપ્લેસમેન્ટ-ફ્લેક્સિબલ વોટરપ્રૂફ કનેક્શન મોડ્યુલ ડિઝાઇન અપ અને લોઅર એરીસ મોટર એમ્પરમીટર માટે સમજદાર સૂચક.
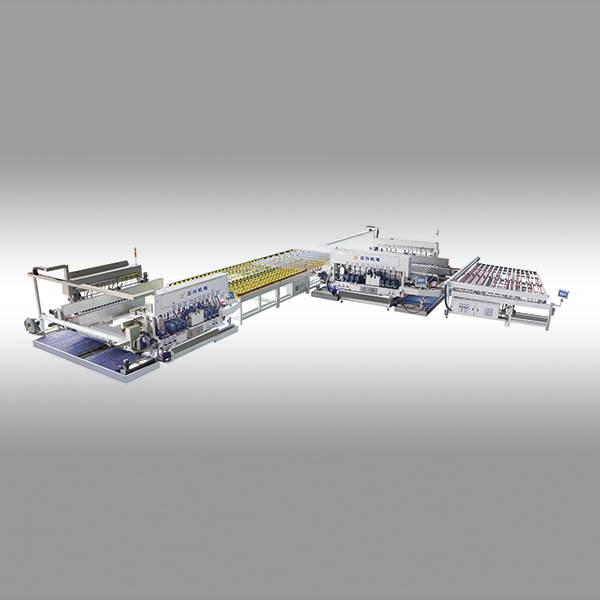
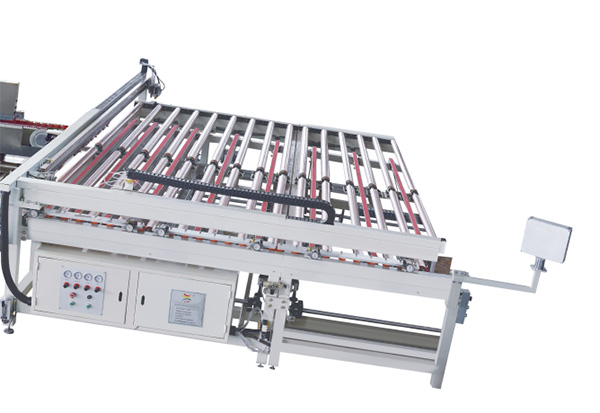
3. એલ-આકાર સ્થાનાંતરણ કોષ્ટક. રોલર ટેબલ અને ટાઇમિંગ બેલ્ટ.
આ મશીન રોલર ટ્રાન્સમિટિંગ સિસ્ટમ અને ટાઇમિંગ બેલ્ટ ટ્રાન્સમિટિંગ સિસ્ટમથી બનેલું છે. રોલર ટ્રાન્સમિટિંગ સિસ્ટમ સાંકળ દ્વારા ચલાવવામાં આવે છે, સેટિંગ સ્પીડને અનુરૂપ ઇન્વર્ટર દ્વારા ગતિ વિરોધી છે.
ટાઇમિંગ બેલ્ટ ટ્રાન્સમિટિંગ સિસ્ટમ અપ અને ડાઉન ડાઉન કરી શકાય છે. જ્યારે ગ્લાસ પ્રથમ ડબલ એજમાંથી બહાર આવશે, ત્યારે ટાઇમિંગ બેલ્ટ સિસ્ટમ upભી કરવામાં આવશે. ગ્લાસને જમણી પોઝિટનમાં ખસેડવામાં આવશે અને પછી રોલર ટ્રાન્સમિટિંગ સિસ્ટમ પર નીચે મૂકવામાં આવશે.
ટાઇમિંગ બેલ્ટ કન્વેયર સિસ્ટમ એલ્યુમિનિયમ પ્રોફાઇલ બોડીનો ઉપયોગ કરે છે.
તકનીકી પરિમાણો
ઉત્પાદનની ગતિ
| વસ્તુ | કાચની જાડાઈ | મહત્તમ. કામ ઝડપ | ગ્લાસ સમાપ્ત |
|
1 |
4 - 6 મીમી | 22 મી / મિનિટ | રફ ગ્રાઇન્ડીંગ |
|
2 |
8 -10 મીમી | 18 મી / મિનિટ | રફ ગ્રાઇન્ડીંગ |
|
3 |
12 - 15 મીમી | 15 મિનિટ / મિનિટ | રફ ગ્રાઇન્ડીંગ |
|
4 |
4 - 6 મીમી | 16 મી / મિનિટ | ફાઇન પોલિશિંગ |
|
5 |
8 -10 મીમી | 14 મી / મિનિટ | ફાઇન પોલિશિંગ |
|
6 |
12 - 15 મીમી | 12 મી / મિનિટ | ફાઇન પોલિશિંગ |
કામ કરવાની ચોકસાઇ:
| વસ્તુ | વર્ણન | ચોકસાઇ રેંજ |
|
1 |
કર્ણ રેખા ચોકસાઇ | ≤0.5 મીમી / મી |
|
2 |
સમાંતર ચોકસાઇ | ≤0.2 મીમી / મી |
|
3 |
એરિસ કદની ચોકસાઇ | ≤0.2 મીમી / મી |
|
વસ્તુ |
પરિમાણ | રેંજ |
|
1 |
મહત્તમ. કાચનું કદ | 4200x2500 મીમી |
|
2 |
મીન. કાચનું કદ | X 350૦ x mm 350૦ મીમી middle મધ્યમ કૌંસ વિના સીજ ડબલ ધાર)400 x 400 મીમી (સંપૂર્ણ) |
|
3 |
કાચની જાડાઈ | 3 - 28 મીમી |
|
4 |
એરિસ પહોળાઈ: | 1 - 3 મીમી |
|
5 |
Indingંડાઈ ગ્રાઇન્ડીંગ | 3 મીમી (એક બાજુ) |
|
7 |
પહોળાઈ ગોઠવણ ઝડપ | 1 - 15 મી / મિનિટ |
|
8 |
કાર્યકારી હવાનું દબાણ | 0.7 એમપીએ |
| કાર્યકારી heightંચાઈ: | 920 - 960 મીમી | |
|
9 |
પૂર્ણ શક્તિ | લગભગ 135 કેડબલ્યુ / 380 વી 50 હર્ટ્ઝ 3 પી |